 Цены/склад
Цены/склад
Сверловка отверстий в металле —одна из самых распространённых работ в современной металлургии. Сверлильные и расточные работы – это холодная обработка металла, производится с помощью вращательного движения сверла. Но производство большого объема крупных сверлильных работ по металлу может вызвать затруднение у компаний, не специализирующихся на таких производственных процессах. Например, при больших объёмах сверления, необходимо обеспечить постоянную подачу охлаждающей жидкости. Такое невозможно обеспечить в неподготовленных условиях. Самым простым и дешевым выходом в такой ситуации будет обращение к подрядчику, обладающим необходимым станковым парком и подготовленными специалистами. Ленинградский завод металлоизделий предлагает услуги по сверловке отверстий любого диаметра, цилиндрических, овальных и многогранных.

Парк компании составляют современные импортные сверлильные, токарные и координатно-расчётные станки. Это позволяет нам производить даже самые сложные сверлильные операции в короткие сроки. Современные экономичные станки отличаются низким энергопотреблением и расходом материала, что положительно для клиента сказывается на цене сверлильных работ по металлу. Кроме того, мы следуем установленным правилам работы на сверлильном станке и соблюдаем технику безопасности. У нас возможно заказать предварительную и чистовую сверловку, расточку по заданным координатам, сверловка сборных металлоконструкций, иные расточные работы. Возможна обработка меди, латуни, стали, чугуна, алюминия, титана, других металлических и неметаллических материалов.

Непосредственно перед сверлением устанавливается кондуктор и фиксируется заготовка. Затем включается подача шпинделя на оборот и происходит непосредственный контакт сверла с обрабатываемым объектом. При этом следует соблюдать некоторые правила. Сверло должно быть подведено к заготовке строго после подачи оборотов на шпиндель. При производстве работ не должно быть лишних звуков, таких как скрежет, скрип. Также полностью исключается вибрация, в противном случае сверло выводят из заготовки. Если ширина отверстия требуется свыше 25 мм, то сверление проводится в 2 перехода.

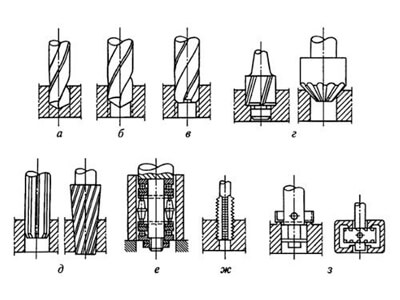
Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
(руб./отверстие)
| Толщина, мм | Диаметр отверстия, мм | |||||
| 0-10 | 11-20 | 21-30 | 31-40 | 41-40 | 39-50 | |
| 0-10 | 22 | 27 | 30 | 32 | 35 | 39 |
| 11-15 | 26 | 27 | 31 | 36 | 36 | 44 |
| 16-20 | 26 | 29 | 32 | 37 | 38 | 48 |
| 21-30 | 28 | 30 | 34 | 40 | 43 | 51 |
| 31-40 | 28 | 31 | 38 | 45 | 49 | 61 |
| 41-50 | 29 | 33 | 41 | 50 | 55 | 70 |
192012, г. Санкт-Петербург, улица Бабушкина, дом 123, лит. КБ
info@oporamet.ru
Политика в области обработки персональных данных
Станки для металлообрабатывающих работ!

