 Цены/склад
Цены/склад
Специалисты компании "ЛЗМ" готовы предложить услугу нарезки резьбы на нарезных высокоточных станках. Детали с резьбовыми элементами имеют широкое распространение и востребованы в разных сферах промышленности и строительства.
Мы можем изготовить деталь по стандартам DIN и ГОСТ.
Нарезка резьбы – механическая обработка металлических деталей, их стержней или отверстий, методом снятия стружки для получения спиральных витков. Эта операция производится при помощи гребенок, а также резцов и плашек. Весь процесс, производится на высокоточном оборудовании с использованием современных материалов. Механизация процесса, нарезка резьбы на станке позволяет добиться низкой цены процедуры, особенно при заказе большого объема работ.
Компания ЛЗМ готова предложить:
Чаще всего для нарезки резьбы используется токарный станок. Обработка производится различными рабочими головками, метчиком или плашкой.
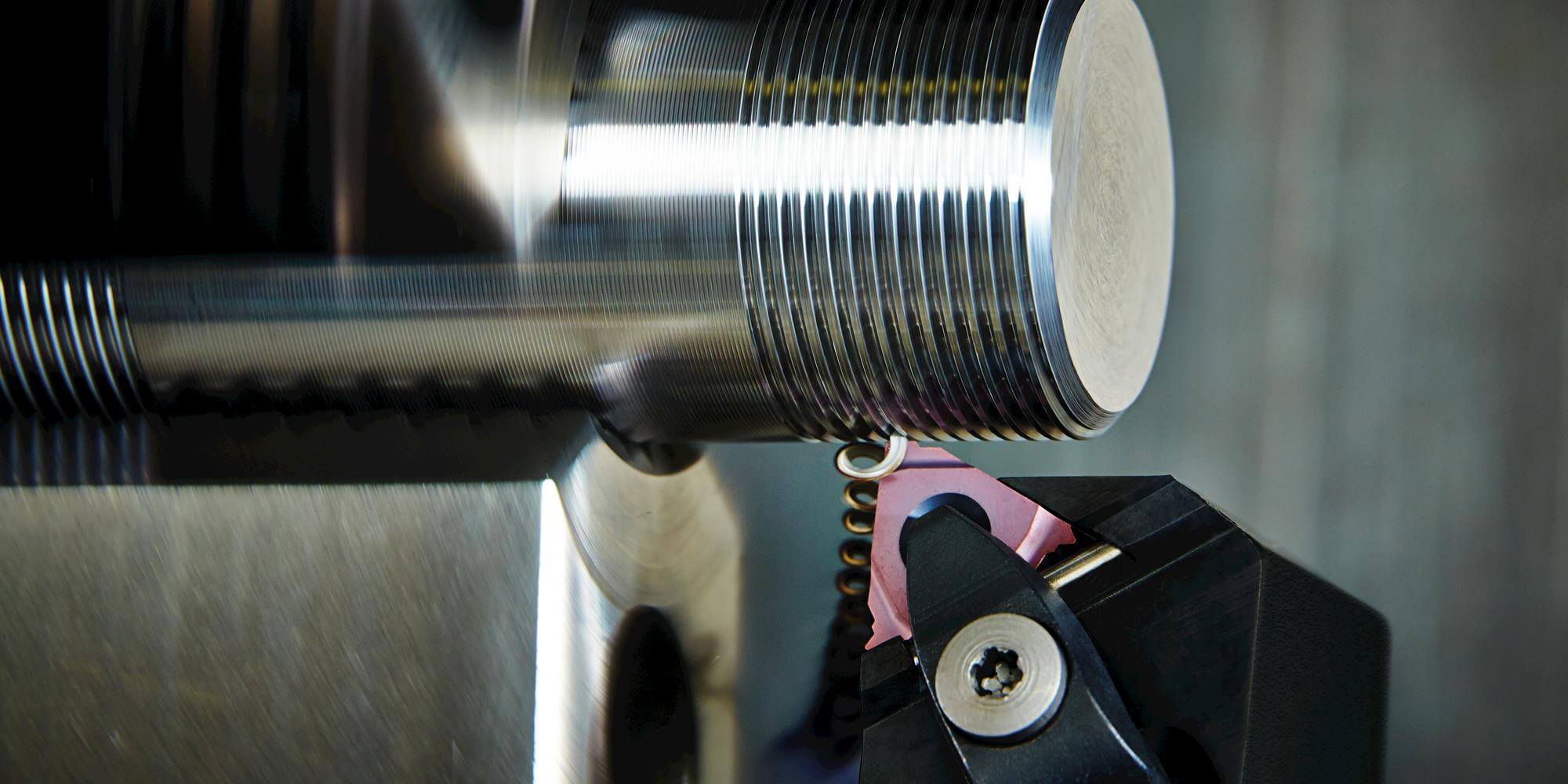
На заготовку, закрепленную в токарном станке, резцом по сплошной спирали наносится линия. Сама заготовка при этом вращается вдоль своей оси. Сами резьбонарезные резцы делятся на три вида:
Кроме того, в зависимости от материала могут применяться резцы из быстрорежущей легированной стали, с твердосплавными пластинами (припаянным к рабочему элементу), со сменными режущими приспособлениями. Независимо от типа все инструменты делятся на левые и правые - в зависимости от типа подачи.
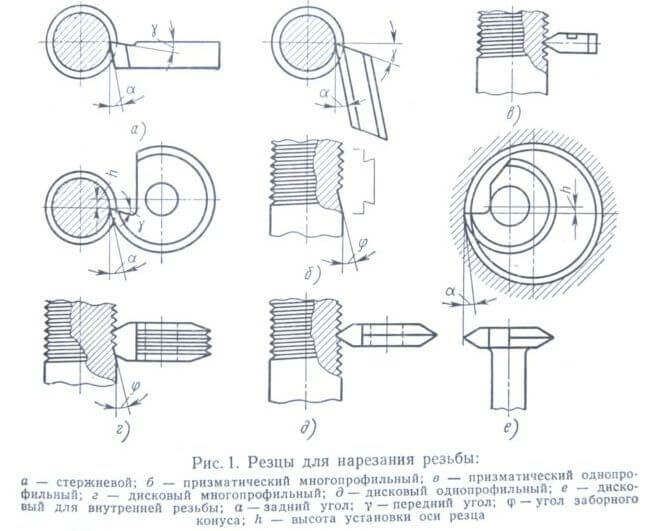
Требования к эксплуатационным характеристикам резцов устанавливаются ГОСТ (18876-73).
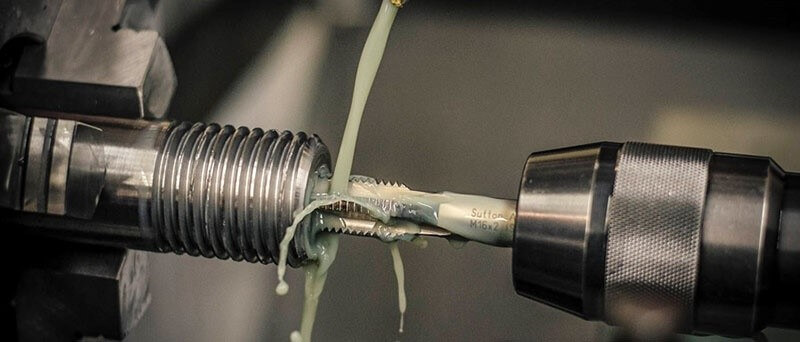
Метчик применяется для нарезки внутренней метрической резьбы в отверстиях небольшого диаметра. Метчики могут быть как для ручной нарезки, так и для машинной. Для нарезки на станке потребуется всего один проход. Конструкцию машинного метчика составляют две части: режущая (заборная) и калибровочная. Для ручной нарезки используется, как правило, комплект из трёх мётчиков - чернового, среднего и чистового.
В свою очередь плашки используют для нарезки внешней резьбы. Конструкция плашки представляет из себя кольцо с внутренней резьбой и канавками, выводящими стружку. Объектами обработки могут выступать болты, винты и шпильки. Перед нанесением резьбы плашкой заготовку необходимо обточить до необходимого диаметра, оставив требуемый допуск.
| Нужный диаметр | Допуск |
| 20–30 мм | 0,14–0,28 мм |
| 11–18 мм | 0,12–0,24 мм |
| 6–10 мм | 0,1–0,2 мм |
Чаще всего используются метрические, левые и трубные плашки.

Это оборудование используется реже, чем предыдущее, но с его помощью можно нарезать резьбу любого типа. Главным рабочим элементом резьбонарезных головок являются призматические, радиальные, круглые и тангенциальные гребенки. Первый вид используется для нанесения внутренней резьбы, последние три - внешней. Главным отличительным признаком резьбонарезной головки является то, что режущая поверхность не контактирует со свежей резьбой.
192012, г. Санкт-Петербург, улица Бабушкина, дом 123, лит. Б info@oporamet.ru Политика конфиденциальности

