 Опоры трубопроводов
Опоры трубопроводов
 Изделия в ППУ изоляции
Изделия в ППУ изоляции
 Фланцевые соединения
Фланцевые соединения
 Арматура трубопроводов
Арматура трубопроводов
 Детали трубопроводов
Детали трубопроводов
 Металлоконструкции
Металлоконструкции
 Индивидуальные решения
Индивидуальные решения
 Разное
Разное
 Продукция по импортным нормативам
Продукция по импортным нормативам
 Услуги
Услуги
 Цены/склад
Цены/склад
Сваривание – широко используемый метод соединения металлических деталей, обеспечивающий прочность и герметичность. С помощью сварочных работ проводят монтаж трубопроводов, в том числе выполняют сборку ответственных узлов, используют этот метод в разных сферах промышленности – производстве автомобилей, тяжелом машиностроении, изготовлении всевозможных изделий из стали, сплавов, цветных металлов.

Сваркой называют процесс, во время которого детали из металла объединяются между собой на атомном или молекулярном уровнях. Достигается это несколькими способами. Метод проведения сварочных работ выбирают, исходя из поставленных задач, размеров деталей, требующих соединения, окружающих условий.
Механические виды сварки подразумевают исключительно физическое воздействие на материалы и их разогрев до температуры плавления за счет перехода физической энергии в кинетическую. Такие методы целесообразно использовать в условиях, когда нагревание металла до температуры плавления при помощи дуги, плазмы или газовой горелки невозможно. Кроме того, некоторые способы обеспечивают более качественный шов без дефектов, характерных для дуговой или газовой сварки.
Для соединения деталей используют стационарное оборудование, чаще всего этот способ применяют для соединения труб малого диаметра, а также сплошных круглых заготовок стержневого типа. Работы проводят только в специализированных цехах, в полевых условиях сварка трением невозможна из-за особенностей, веса и размеров оборудования.

Процесс полностью автоматизирован и происходит следующим образом:
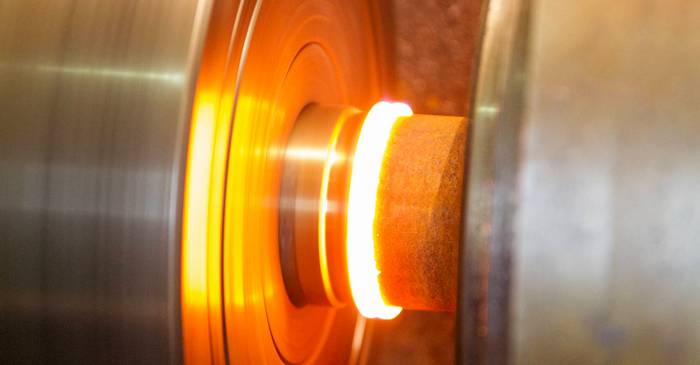
Полученный шов обладает высокой прочностью и не имеет дефектов, характерных для сварки электродугой. Другие преимущества сварки трением:
Из недостатков следует отметить ограничение по форме и размеру заготовок, высокую стоимость оборудования для проведения работ, невозможность использования в полевых условиях.
Холодный метод применяют для достаточно пластичных материалов. По сути соединение заготовок достигается за счет силового воздействия на заготовки и деформации свариваемых поверхностей.
Таким методом соединяют проволоку, пруток, шины, трубы и т. д. Для успешного проведения процесса требуется подготовка – очищение поверхностей от оксидной пленки, загрязнений, ржавчины. Заготовки должны быть идеально ровными и тщательно обработанными в месте будущего соединения, ведь связка структуры происходит на межатомном уровне.

Преимущества:
Основной недостаток – деформационное изменение, которому подвергается деталь при использовании метода холодной сварки. Для минимизации последствий используют более тщательную обработку соединяемых поверхностей, нагрев пуансонов или самих деталей до 300-400 градусов Цельсия, проводят сварочные работы в вакуумной среде.
В этом случае соединение свариваемых заготовок происходит за счет пластической деформации. В момент взрыва обе детали в месте соединения синхронно деформируются, и между ними возникает связка на молекулярном уровне. Основная причина, по которой метод получил распространение и популярность – возможность сваривания разнородных металлов и сплавов.

В качестве инициатора контролируемого направленного взрыва используют аммонит, гранулотол.
Преимущества метода:
Но не бывает всецело идеальных методов, поэтому расскажем немного о недостатках сварочных работ по металлу этим методом. Основной из них – взрывная волна, которая становиться тем мощнее, чем большего размера заготовки нужно соединить с помощью взрыва. Волна действует на окружающие предметы, в том числе на живые объекты, поэтому персоналу потребуются средства защиты.
Соединение заготовок металлических изделий под влиянием ультразвука – прогрессивный и удобный метод сварки. Для проведения работ используют источники энергии, которые генерируют на выходе ультразвуковые колебания.

Этот механический способ сварки позволяет выполнять как шовные соединения, так и точечные или контурные. Несомненный плюс ультразвуковой обработки заготовок – отсутствие необходимости в подготовительных работах. Оксидный налет на поверхности металла разрушается под влиянием все того же ультразвука. Впоследствии сухое трение сменяется так называемым чистым и начинается процесс сварки.
Плюсы метода:
Среди недостатков – ограничение заготовок по толщине и высокая стоимость оборудования для ультразвуковой сварки.
192012, г. Санкт-Петербург, улица Бабушкина, дом 123, лит. Б info@oporamet.ru Политика конфиденциальности

